





CONNECTING ROD MANUFACTURING PROCESS
Forging Process
Die Development
Forging
Forging is a process of making parts by shaping metal under pressure to produce a finished shape. Each piece is heated, and then shaped until the final product reaches our customer's exact specifications. PRECIOUS INDUSTRIES is equipped with hammers of different capacities with presses and digital temperature control Furnaces. The forging process lines are highly flexible, which gives the company the inherent advantage to simultaneously meet different customer demands and optimize capacity utilization.
Heat Treatment
As per customer requirement, forging undergo the normalizing, stress relieving, annealing as per qualified cycle. The temperature in furnaces is digitally controlled as per the specific need of the component. Heat treatment cycles are recorded & controlled by microprocessor. Continuous type heat treatment furnace with Quenched & tempered.
Shot Peening
Forging surface de-scaling operation is carried out on In house shot blasting machine. We are using proper grade of steel shots to avoid pit marks & remove embossed marking. Then 100% fettling operation is conducted in house fettling shop to remove flash projection, burrs, chopping etc. For best surfacing, we have developed our own machine, called SPM.
Forging Inspection
Crack Detection
We use Megnaflux to find cracks and other surface discontinuities in most metal, ceramic and other nonporous materials before there is a problem. Each piece is monitored under this machine; the parts will be rejected if we found any crack in the product.
Forging Dimension
After fettling 100% visual inspection is done to check forging dimension & as per quality plan Pre Dispatch Inspection (PDI) report is carried out & sends along with forgings to further Process.
Reference & Rough Machining
Our Machining Division is fully equipped to manufacture the turned blanked and machined components. It is a true example of the perfect merger of technical expertise with world-class infrastructure. We are equipped with sophisticated Vertical Machining Centers and, CNC machines, broaching machine, Induction hardening machine, milling machine, cylindrical grinders, radial drills, bench drills, hydraulic presses, and CAD/CAM facilities for designing of processes.
We are using Jigs and fixtures which are special purpose tool which are used to facilitate production (machining, assembling and inspection operations), when work piece is based on the concept of interchangeability according to which every part will be produced within an established tolerance. We maintain close tolerance for rough machining. We maintain proper collate & depth of cut to avoid heavy stresses in material.
B.E Facing
B.E Facing means Big End Facing; Facing is the process of removing metal from the end of a work piece to produce a flat surface. This operation is carried out as per technical drawing in alignment of forth coming operation.
S.E Boring
Boring is the process of enlarging a hole that has already been drilled, by means of a single-point cutting tool, we utilize tolerance that fits to H7 standard and it is in alignment of forth coming operation.
Spot Milling
Milling is the machining process of using rotary cutters to remove material from a work piece advancing in a direction at an angle with the axis of the tool. Spot milling is done as per drawing and Jig fixture & tooling. The special attention is to be given to bolt head fitting.
Splitting
We use special automatic cutting machine for splitting the connecting rod.
Serration Milling
In the serration milling the two separable parts are aligned by providing the confronting surfaces of the respective parts' first and second sides with intermeshing serrations extending in generally linearly, angularly disposed paths. When the parts are assembled, the intermeshing serrations on the parts' first side coat with the serrations on the parts' other side to create a wedging relationship there between whereby preventing lateral and lengthwise displacement of the bearing parts relative to each other. We match Cap and Rod for each piece after serration milling process.
Bolt hole Drilling & Reaming
Drilling is the most common machining process whereby the operation involves making ground holes in metallic and nonmetallic materials. Reaming is a process which slightly enlarges a pre-existing hole to a tightly tolerance diameter. In con rod this operation is done by keeping cap and rod parallel to main better fitment ahead.
B.E Rough Boring
The big-end bearing and rod were processed side-by-side down the same machine line; so that at the final operation the rod was complete with the bearing ready for assembly into the engine. We do this proceed by hydraulic Clamping without bolt assembled.
Stage Inspection
After completing the rough machining stage our special quality department will check Bolt Hole and S.E. Bore as per parameter.
Final Machining
Assembly
An assembly line is a manufacturing process in which parts are added to a product in a sequential manner to create a finished product. We do this operation with cleanliness to prevent dust and maintain standard torque.
B.E Fine Boring
The B.E. Fine boring is done with reference to S.E. boring.
B.E Facing & Chamfering
The side of the rod with the large chamfer faces the main bearing webs. The opposite side (which is much flatter) faces the other connecting rod on the same crank pin. Putting a rod in backwards would be a disaster. The rotating assembly would probably seize just by turning it by hand. The special CNC machine is used to do this operation.
S.E Facing & Chamfering
This is the same as B.E. Facing, for this also CNC machine is used.
B.E Bore Grinding
B.E. Bore Grinding is a large and diverse area of manufacturing and tool making. It can produce very fine finishes and very accurate dimensions; yet in mass production contexts it can also rough out large volumes of metal quite rapidly. It is usually better suited to the machining of very hard materials. We use C.N.C. grinding Machine and maintain tolerance up to 15 micron.
B.E Bore Honing
Honing is an abrasive machining process that produces a precision surface on a metal work piece by scrubbing an abrasive stone against it along a controlled path. Honing is primarily used to improve the geometric form of a surface, but may also improve the surface texture. This operation is done to get super finishing to B.E. Bore.
B.E Face Grinding
B.E. Face Grinding process is undertaken to get the reciprocation with surface grinding machine.
Fine Bush Boring
Fine bush boring is done with reference to B.E. Bore by using Hydraulic Collate to maintain proper parallelism & centre distance.
Note: We source these bolts directly from the authorized distributor. We will not take any risks with critical components such as bolts.
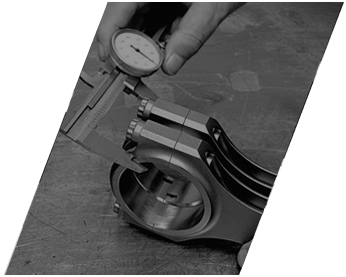
Stage Inspection
B.E. Bore & bush bore are inspected by Air gauges. We insect each and every product utilizing special gauges to check different parameter like centre distance, weight, etc. Here, we also inspect Surface Roughness and Bend & Twist in the product.
Final Packing
Final packaging and labeling of connecting rod involves weight and oiling the product is ready for presentation and delivery to the next user. The company maintains a neat & clean packaging department having all facilities for Export worthy Packing's and proper care for rust prevention.
our vision
To assure quality manufacturing product for utmost satisfaction of the customers in terms of timely supply.
To develop the product with latest improvement as per customers requirement.
To produce world class quality product for export market.




